novo blog

Nylon reforçado (especialmente graus reforçados com fibra de vidro, como PA6-GF e PA66-GF)
é uma escolha de material convencional e de alto desempenho para
cubos de roda para bicicleta elétrica
, particularmente
cubos integrados ao motor
. Oferece um excelente equilíbrio entre resistência, rigidez, tenacidade, resistência ao calor, resistência ao desgaste e processabilidade, ao mesmo tempo que permite um design leve.
Este material é comumente usado em bicicletas elétricas de médio a baixo custo ou para uso urbano, onde cubos de nylon reforçado são mais amplamente adotados. Suas vantagens em termos de redução de peso e custo-benefício são especialmente evidentes em modelos que não exigem desempenho extremo. Além disso, a resistência à corrosão é um diferencial notável.
Os fabricantes geralmente abordam as limitações inerentes do material por meio de um design cuidadoso — como o uso extensivo de inserções metálicas e otimização estrutural — e selecionando classes de alto desempenho para atender às necessidades específicas da aplicação.

Principais vantagens da aplicação
1. Redução de peso significativa – a principal vantagem
Alcance estendido:
Um cubo mais leve requer menos energia para acionamento do motor, aumentando diretamente a vida útil da bateria.
Manuseio aprimorado:
A inércia rotacional reduzida permite aceleração e desaceleração mais rápidas, proporcionando uma condução mais ágil e responsiva.
Conforto aprimorado:
Menor massa não suspensa permite que a roda acompanhe melhor as variações da superfície da estrada, reduzindo a vibração transmitida ao quadro e melhorando o conforto geral.
- Esta é a vantagem mais crítica. O nylon tem uma densidade muito menor em comparação com a liga de alumínio (aproximadamente 1,15–1,4 g/cm³ vs. 2,7 g/cm³). Mesmo quando reforçado com 30–50% de fibra de vidro, a densidade do material normalmente permanece abaixo de 2,0 g/cm³.
- Reduzir a massa não suspensa é crucial para bicicletas elétricas.
2. Eficiência de custos (especialmente na produção em massa)
Custo do material:
Os grânulos de náilon reforçado geralmente custam menos do que as ligas de alumínio de alta qualidade.
Custo de processamento:
A moldagem por injeção oferece alta eficiência de produção e permite que peças complexas sejam formadas em uma única etapa, eliminando a necessidade de múltiplos processos de usinagem (por exemplo, fundição, CNC, torneamento, furação), reduzindo significativamente o custo por unidade.
Custo de pós-processamento:
As peças de nylon moldadas normalmente não requerem tratamento de superfície adicional (por exemplo, jateamento de areia, anodização), o que geralmente é necessário para cubos de alumínio.
3. Flexibilidade de design
A moldagem por injeção permite geometrias altamente complexas, nervuras internas e recursos funcionais integrados, como:
Suportes para sensores
Canais de roteamento de cabos
Estruturas especializadas de dissipação de calor
Tais características são difíceis ou caras de serem obtidas com o processamento tradicional de metais. Além disso, permitem uma otimização aerodinâmica mais fácil.
4. Resistência à corrosão
O nylon oferece excelente resistência à corrosão química (sal, água, produtos de limpeza) e não enferruja. Esta é uma grande vantagem para bicicletas usadas em estradas chuvosas, úmidas ou com tratamento de sal no inverno — reduzindo a necessidade de manutenção.
5. Absorção de choque e redução de ruído
O nylon tem propriedades de amortecimento inerentes que ajudam a absorver o impacto da estrada e reduzir a vibração e a transmissão de ruído do motor, melhorando o conforto e o silêncio do passeio.
6. Fortes propriedades mecânicas
O reforço de fibra de vidro aumenta significativamente a resistência, a rigidez, a dureza e a estabilidade dimensional do náilon, permitindo que ele suporte as cargas estruturais e o torque do motor exigidos pelos cubos das rodas. Sua resistência ao impacto frequentemente excede a do metal.
Ficha de dados
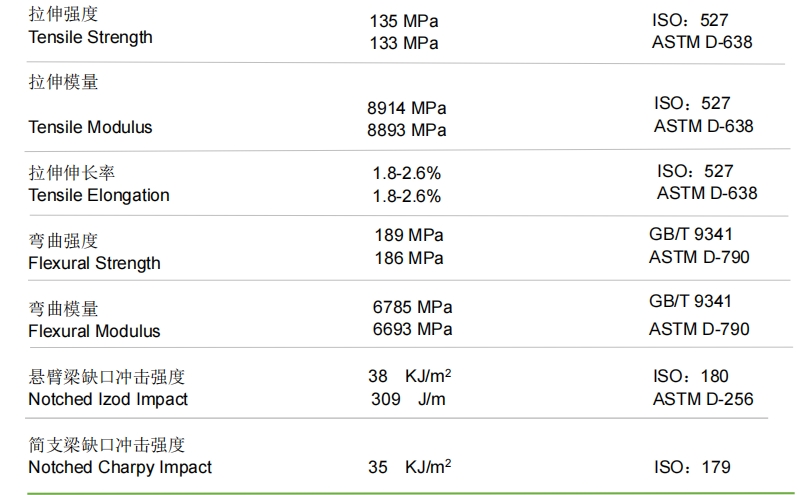
Polipropileno Homopolímero 40% Fibra de Vidro Longa Reforçada
Processo de moldagem por injeção para cubos de rodas de bicicletas elétricas
Cubos de bicicletas elétricas — especialmente projetos complexos com motor integrado — são produzidos principalmente por meio de moldagem por injeção.
As principais etapas do processo incluem:
1. Pré-tratamento do material (secagem)
Etapa Crítica! O nylon é altamente higroscópico. O excesso de umidade causa:
Queda da viscosidade de fusão → flash, rebarbas
Defeitos como bolhas, manchas prateadas, superfície de má qualidade
Degradação hidrolítica → perda grave de propriedades mecânicas (resistência, tenacidade)
Exigência:
Deve ser completamente seco antes do uso.
Teor de umidade desejado: < 0,2% (de preferência até 0,1%)
Método:
Use um secador dessecante:
PA6: 80–90°C,
PA66: 90–110°C,
Duração: ≥ 4–6 horas
O funil deve ser aquecido (~80°C) para evitar a reabsorção de umidade.
2. Parâmetros de moldagem por injeção
Temperatura do barril:
PA6-GF: 240–280°C (aumentando de trás para frente); evite exceder 290°C para evitar degradação.
PA66-GF: 270–310°C; não exceder 320°C.
Princípio:
Utilize a menor temperatura possível que garanta bom fluxo e enchimento completo para reduzir a degradação térmica.
Alto teor de GF pode exigir temperaturas um pouco mais altas.
Temperatura do molde:
Fator crítico! Influencia a cristalinidade, a contração, a tensão interna, o acabamento superficial e as propriedades mecânicas.
Faixa recomendada: 70–110°C
Características da temperatura do molde
70–85 °C Resfriamento rápido, tempo de ciclo mais curto, menor cristalinidade, maior contração e tensão interna, menor estabilidade dimensional e brilho superficial. Risco de empenamento.
85–110 °C Altamente recomendado para hubs. Melhora:
Cristalinidade
Estabilidade dimensional (encolhimento uniforme e previsível)
Resistência mecânica, rigidez, HDT
Brilho de superfície
Reduz empenamento, estresse interno e pós-encolhimento
→ Requer controladores de temperatura do molde
Pressão/Velocidade de Injeção:
Pressão média a alta devido à alta viscosidade do fundido
A injeção de alta velocidade auxilia no preenchimento de estruturas complexas de cubo (paredes finas, longos caminhos de fluxo), minimizando o enfraquecimento da linha de solda e as marcas de fluxo
Evite jatos
Use injeção multiestágio:
Alta velocidade para enchimento em massa
Baixa velocidade/baixa pressão no final para reduzir o estresse e evitar o excesso de embalagem durante a troca
Pressão de retenção / Tempo:
Pressão de retenção: 50–80% da pressão de injeção
Muito alto: tensão interna, flashing, desmoldagem difícil
Muito baixo: marcas de afundamento, vazios, enchimento insuficiente
Tempo de espera:
Crucial! Deve ser longo o suficiente para garantir a continuidade da embalagem antes do congelamento do portão.
Tempo de retenção curto → principal causa de empenamento/marcas de afundamento
Ajuste com base na espessura da parede, temperatura do molde, material - geralmente mais longo para cubos
Tempo de resfriamento:
Resfriamento suficiente necessário para garantir a solidificação da peça e a ejeção sem deformação
Temperaturas de molde mais altas e paredes mais espessas requerem resfriamento mais longo
O projeto eficiente do sistema de resfriamento (próximo às zonas de alta carga de calor) é fundamental para encurtar os ciclos e melhorar a qualidade
3. Considerações sobre o projeto do molde
Projeto do portão:
Os hubs são grandes e complexos → normalmente usam canais quentes multiponto ou grandes canais frios
A localização e o número do portão são críticos: afetam o equilíbrio do fluxo, a posição/resistência da linha de solda, o estresse interno e a deformação
→ Simulação e projeto de fluxo precisos necessários
Ventilação:
Essencial para evitar queimaduras, tiros curtos
Adicione ranhuras de ventilação (normalmente 0,02–0,04 mm de profundidade) em:
Fim dos caminhos de fluxo
Base das costelas
Em torno de inserções
Sistema de ejeção:
Peças grandes do cubo exigem ejeção forte e uniformemente distribuída (pinos/blocos ejetores)
Garanta uma ejeção suave e sincronizada para evitar o branqueamento ou deformação por estresse
Resistência ao desgaste:
GF é abrasivo → moldes, especialmente portões/corredores/superfícies de cavidades, sofrem desgaste
Use aços de alta dureza e resistentes ao desgaste (por exemplo, H13) com tratamentos de superfície (nitretação, cromagem dura, revestimentos PVD)
Projeto do canal de resfriamento:
O resfriamento de alta eficiência e distribuído uniformemente é crucial para controlar a temperatura do molde, reduzir o tempo do ciclo e minimizar a deformação
4. Pós-tratamento (opcional, mas recomendado)
Recozimento:
Aqueça as peças a 100–120°C (abaixo do ponto de fusão do nylon) por várias horas e depois resfrie lentamente
Propósito:
Alcançar o equilíbrio de umidade antes do uso
Evitar mudanças dimensionais imprevisíveis (inchaço) e flutuações de desempenho (tenacidade ↑, resistência/rigidez ↓)
Especialmente importante para hubs PA6 (também aplicável ao PA66)
Usinagem (se necessário):
Para áreas de alta precisão (assentos de rolamentos, furos de montagem), pode ser necessária uma usinagem menor (torneamento, perfuração)
Siga-nos :





-- obtenha atualizações com os tópicos mais recentes

 o email
o email português
português English
English français
français Deutsch
Deutsch русский
русский italiano
italiano español
español العربية
العربية 日本語
日本語 한국의
한국의 中文
中文