Polímeros reforçados com fibras longas (LFRPs)
Polímeros Reforçados com Fibras Longas (LFRPs) – Princípios e Melhores Práticas
Este artigo apresenta os princípios fundamentais e as melhores práticas para o processamento de polímeros reforçados com fibras longas (LFRPs), incluindo dicas práticas para preservar o comprimento das fibras e maximizar o desempenho em aplicações exigentes.
Visão geral do reforço com fibras
A adição de fibras — de vidro ou de carbono, longas ou curtas — melhora o desempenho mecânico e estrutural dos termoplásticos. A principal diferença entre fibras curtas e longas reside no grau de processamento a que são submetidas:
-
Fibras curtas:
Mais fáceis de processar, mas oferecem relações resistência/peso inferiores.
-
Fibras longas:
Requerem manuseio cuidadoso, mas melhoram significativamente a resistência, a tenacidade, a resistência à fadiga e a estabilidade dimensional.
Preserve o comprimento da fibra, não espere perfeição.
O comprimento da fibra é crucial para otimizar o desempenho do compósito. A quebra reduz a resistência e a tenacidade, podendo anular as vantagens das fibras longas. As causas da quebra de fibras incluem:
-
manuseio inadequado
-
Ferramentas ou moldes mal projetados
-
Equipamentos e condições de processamento não otimizados
Materiais de fibra longa
são normalmente produzidos por pultrusão:
-
Fibras contínuas são puxadas através de uma matriz de impregnação.
-
A resina reveste e adere completamente às fibras.
-
As fibras são cortadas em grânulos (~12 mm) com reforço unidirecional.
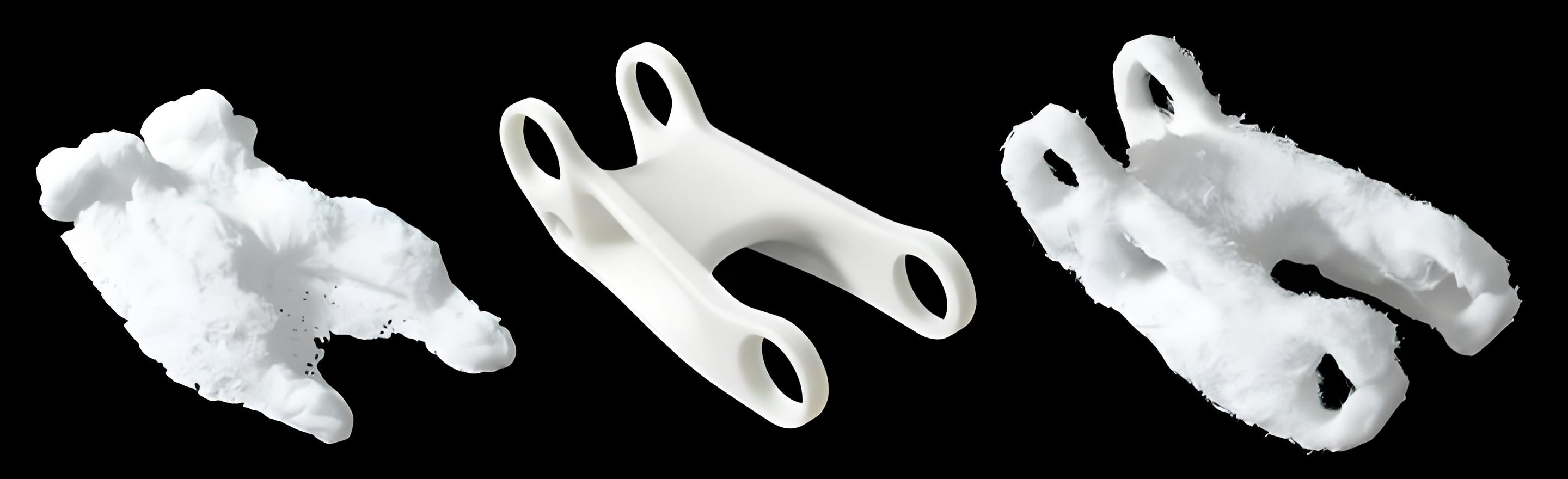
Esquerda: fibras curtas após a remoção da resina | Centro: peça moldada por injeção | Direita: estrutura de fibra longa
Vantagens dos compósitos reforçados com fibras longas
-
Maior relação resistência/peso
-
Resistência a impactos aprimorada
-
Maior resistência à fadiga
-
Maior estabilidade térmica
-
Estabilidade dimensional superior
Compósitos de fibra de carbono
pode substituir metais:
-
70% mais leve que o aço
-
40% mais leve que o alumínio
Resinas básicas comuns:
PA/Nylon, PP, ETPU, PEEK, PPA, PEI
Teor de fibras:
Até 70% para vidro, 60% para carbono (PP, PA, TPU)
Resinas semicristalinas são mais adequadas para reforço de fibras do que resinas amorfas.
Considerações importantes para o processamento de LFRPs
1. Material e projeto do molde
-
Os aços para moldes padrão (P20) são adequados; para maior durabilidade, utilize aço H13 ou A9.
-
Evite canais de pequeno diâmetro para reduzir o cisalhamento das fibras. Recomenda-se o uso de canais largos em formato de leque ou totalmente circulares.
-
Evite ângulos agudos nos trilhos; aberturas maiores são aceitáveis.
2. Equipamentos de Moldagem
-
Máquinas de injeção padrão podem processar LFRPs com pequenos ajustes.
-
Recomendação: parafuso de baixa pressão/uso geral, bico de no mínimo 5,6 mm, evitar bicos cônicos/de nylon.
-
Preencha apenas 60-70% da capacidade do dispositivo de injeção para evitar cisalhamento excessivo ou tempo de residência prolongado.
3. Condições de Processamento
-
Deformação e Rastejamento:
Fibras longas reduzem a deformação e a fluência em comparação com fibras curtas. Otimize o posicionamento do ponto de injeção e o projeto da peça para minimizar a distorção.
-
Secagem:
Utilize um secador desumidificador com ponto de orvalho de -40 °C.
-
Alimentação:
Transporte pneumático com filtros; evite curvas acentuadas.
-
Moldagem:
Minimize o cisalhamento da rosca e a contrapressão; evite o remanufaturamento por esmagamento.
-
Velocidade e pressão de injeção:
Velocidades lentas (25,4–50,8 mm/s) para alto teor de fibras; ajuste dentro das faixas recomendadas pelo fornecedor.
Diretrizes de projeto de peças
-
Promover o alinhamento das fibras na direção do fluxo.
-
Espessura uniforme da parede: mín. 1,524 mm, ideal 3,175 mm, >5,08 mm reduz o alinhamento.
-
Evite seções longas e planas sem nervuras.
-
Posicione as linhas de solda estrategicamente; as fibras devem reforçar as linhas de solda.
Preservando as vantagens das fibras longas
Ajuste as diretrizes padrão de processamento de resina/fibra curta. Manuseio inadequado, projeto incorreto do molde ou configuração incorreta do equipamento podem reduzir ou eliminar os benefícios de alta resistência e tenacidade. Seguir as melhores práticas justifica o custo mais elevado dos materiais de fibra longa e garante o desempenho.







 o email
o email português
português English
English français
français Deutsch
Deutsch русский
русский italiano
italiano español
español العربية
العربية 日本語
日本語 한국의
한국의 中文
中文