novo blog

No processo de moldagem por injeção de materiais reforçados com fibra de vidro, fibra flutuante é um dos defeitos superficiais mais comuns. Aparece como uma superfície irregular causada por fibras de vidro expostas na peça. Esse problema não afeta apenas a aparência visual do produto, mas também pode impactar negativamente processos secundários, como pintura, revestimento ou galvanoplastia. Hoje, vamos nos aprofundar nas causas da flutuação das fibras e explorar soluções eficazes.
2. Análise aprofundada dos fatores do processo de moldagem por injeção
Velocidade de enchimento lenta:
O "motorista invisível" por trás da flutuação da fibra
Problema principal: o enchimento lento permite que as fibras de vidro migrem para a superfície da peça moldada.

Baixa temperatura de fusão: o "limiar de temperatura" para o fluxo de material
Principal descoberta: para cada redução de 10 °C na temperatura de fusão, a flutuação da fibra superficial aumenta em 15–20%.
Recomendação profissional:
Use uma sonda de fusão para medir a temperatura real da fusão em vez de depender somente dos pontos de ajuste do cilindro.
Aumente a temperatura de fusão até o limite superior da faixa recomendada (evitando a degradação do material).
Preste atenção às configurações de contrapressão para evitar quebra excessiva das fibras.

Dicas práticas:
Utilize um controlador de temperatura de molde de alta temperatura (>100 °C) ou sistema de óleo térmico.
Indique claramente o tipo necessário de controlador de temperatura do molde para evitar uso indevido.
É necessário cuidado extra com a segurança ao operar em altas temperaturas.
3. Considerações importantes no projeto de moldes
Sistema de Ventilação: O Equilíbrio Entre Velocidade e Qualidade
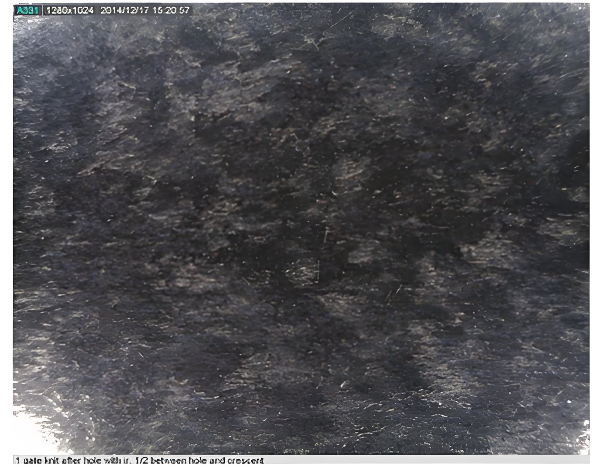
Conflito de núcleo: o enchimento rápido requer ventilação suficiente, mas a ventilação excessiva pode levar a defeitos de flutuação de fibras e flashes (por exemplo, linhas de solda, ar preso).
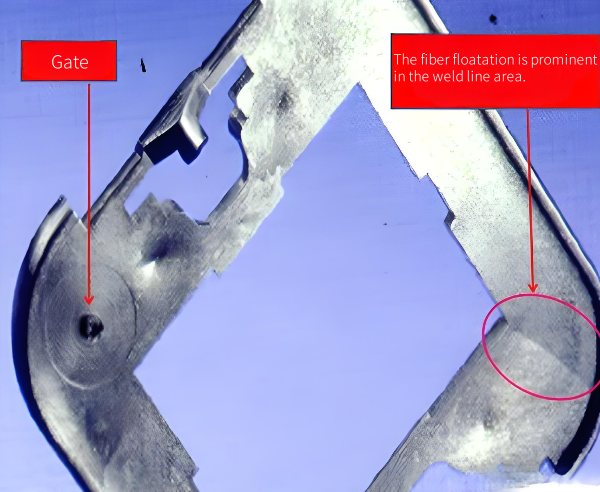
Imagem de defeito de flutuação de fibra (com linhas de solda e ar aprisionado)
Temperatura do canal quente: o "ponto cego térmico" frequentemente esquecido
Equívoco comum: A temperatura do canal quente é definida de forma inconsistente com a temperatura do cilindro.
Melhores práticas:
Defina a temperatura do canal quente dentro da faixa de temperatura de fusão recomendada para o material.
Use termopares para controle preciso da temperatura.
Projeto de Portão: A Primeira Barreira ao Fluxo
Diretriz de design:
Evite restrições excessivas no portão que podem causar um pico repentino de pressão.
O tamanho e a localização do portão devem corresponder às características de fluxo do material.
Evite comportas excessivamente pequenas para evitar marcas de jato e flutuação agravada das fibras.

Imagem da peça defeituosa: flutuação de fibra induzida por jato
Resumo: Soluções para problemas de flutuação de fibras
Princípio da Prioridade:
Aborde primeiro a causa primária (geralmente parâmetros do processo) e depois ataque os fatores secundários.
Pensamento Sistemático:
Desenvolver uma solução integrada abrangendo processo–molde–equipamento–material.
Orientado para a prevenção:
Considere medidas preventivas contra a flutuação das fibras durante os estágios iniciais do desenvolvimento de novos fungos.
Abordagem baseada em dados:
Estabeleça gráficos de controle de processo para parâmetros-chave.
Melhoria Contínua:
Crie um mecanismo de resposta rápida e um banco de dados de conhecimento para problemas de flutuação de fibras.
Siga-nos :





-- obtenha atualizações com os tópicos mais recentes

 o email
o email português
português English
English français
français Deutsch
Deutsch русский
русский italiano
italiano español
español العربية
العربية 日本語
日本語 한국의
한국의 中文
中文