novo blog

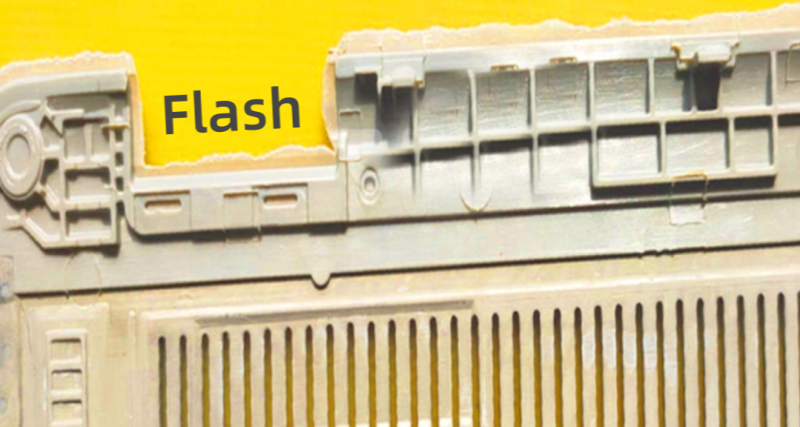
Quando a área projetada da peça excede o máximo permitido pela máquina de moldagem por injeção, o bico pode não cobrir adequadamente toda a superfície, resultando em rebarbas na peça.
Se o molde for instalado incorretamente ou submetido a uma força unidirecional desigual, ele poderá não fechar uniformemente, causando rebarbas na superfície da peça.
Quando as placas da máquina de injeção não estão paralelas ou as barras de ligação estão deformadas de forma irregular, o molde não pode ser fixado corretamente, o que leva à formação de rebarbas.
Se o paralelismo do molde for deficiente ou as bordas do molde estiverem obstruídas, o plástico fundido não conseguirá preencher a cavidade uniformemente, o que pode resultar em rebarbas na superfície da peça.
Quando a linha de junção do molde não veda corretamente, a cavidade e o núcleo estão desalinhados ou os componentes deslizantes têm folga excessiva, o plástico fundido pode escapar da cavidade, produzindo rebarbas na peça.
Quando o plástico tem uma fluidez muito alta e a quantidade de material alimentado é excessiva, o material fundido pode transbordar ao preencher a cavidade do molde, resultando em rebarbas na superfície da peça.
Se a temperatura de fusão da cavidade ou a temperatura do molde estiver muito alta, a viscosidade do plástico diminui e sua fluidez aumenta, o que pode causar a formação de rebarbas.
Quando a pressão de injeção é muito alta ou a velocidade de injeção muito rápida, o plástico pode transbordar devido à pressão excessiva durante o preenchimento da cavidade, causando rebarbas na superfície da peça.
Se a força de fechamento não for consistente ou for irregular, o molde pode sofrer um pequeno deslocamento durante a injeção, causando rebarbas na superfície da peça.
Essas são as causas comuns de rebarbas na moldagem por injeção de PEEK. Os operadores devem monitorar e corrigir cuidadosamente esses fatores durante a produção para evitar rebarbas, melhorando tanto a qualidade quanto a aparência das peças moldadas.
Siga-nos :





-- obtenha atualizações com os tópicos mais recentes

 o email
o email português
português English
English français
français Deutsch
Deutsch русский
русский italiano
italiano español
español العربية
العربية 日本語
日本語 한국의
한국의 中文
中文