Em um instante, todos os tipos de secadores de cabelo aos olhos do público. Segundo as estatísticas, no primeiro semestre de 2021, as vendas no varejo de secadores de cabelo na China foram de 2,76 bilhões de yuans, um aumento de 41,3% ano a ano, e as vendas no varejo foram de 13,81 milhões de unidades, um aumento de 40,9% ano a ano. Com o desenvolvimento do 5G, o secador de cabelo chinês entrou na próxima geração e a demanda das pessoas por um secador de cabelo personalizado também está aumentando.

At the same time, glass fiber reinforced nylon has quietly become the star material of hair dryer shell, and become the landmark material of the next generation of high-end hair dryer.
Glass fiber reinforced PA66 is commonly used in the mouthpiece of high-quality hair dryers to increase strength and heat capacity. However, as the function of the hair dryer becomes more and more demanding, ABS as the main material of the shell is gradually replaced by glass fiber reinforced PA66.

At present, the main factors affecting the preparation of high performance glass fiber reinforced PA66 composites include the length of glass fiber, the surface treatment of glass fiber and its retention length in the matrix.
So let's take a look at the influencing factors of glass fiber reinforced PA66 production
1. The length of glass fiber
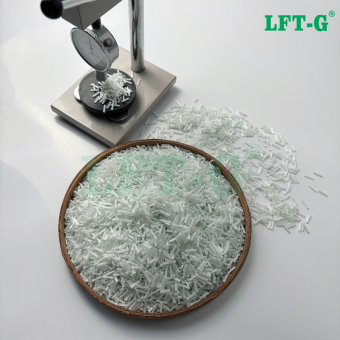
The length of fiber is one of the main factors to determine the fiber reinforced composite. In ordinary short fiber reinforced thermoplastics, the fiber length is only (0.2~0.6) mm, so that when the material is damaged by force, because of the short length of the fiber, so that its strength is basically not used, and the purpose of using fiber reinforced nylon is to use the high rigidity and high strength of the fiber to improve the mechanical properties of nylon, So fiber length plays an important role in mechanical properties of products. Compared with short glass fiber reinforced nylon, the modulus, strength, creep resistance, fatigue resistance, impact resistance, heat resistance and wear resistance of long glass fiber reinforced nylon have been improved, and its application in automobile, electrical appliances, machinery and military industry has been expanded.
2. Surface treatment of glass fiber
The binding force between glass fiber and matrix is another important factor affecting the mechanical properties of composite materials. Glass fiber reinforced polymers have good properties only when effective interfacial bonding is formed. For glass fiber reinforced thermosetting resin or polar thermoplastic resin composites, the surface of glass fiber can be treated with coupling agent to form chemical bond between resin and glass fiber surface, so as to obtain effective interfacial bonding.
3. Retention length of glass fiber in nylon matrix
People have done a lot of research on the mixing and molding process of glass fiber reinforced thermoplastic resin. It is found that the length of glass fiber in the product is always limited to 1mm, which is greatly reduced compared with the initial fiber length. Then the phenomenon of fiber fracture in the process of processing is studied. It is found that the processing conditions and other factors have effects on fiber fracture.
4. Equipment factor
In the design of screw and nozzle should avoid too narrow and structural mutation, if the flow channel is too narrow, it will affect the free movement of the glass fiber, resulting in shear fracture; If there is a sudden change in the structure, it is also easy to create additional stress concentration and damage the glass fiber.
5. Technological factor
(1) Cylinder temperature
The temperature range for processing reinforced pellets should be above 280°C. This is because, when the temperature is higher, the viscosity of the melt will be greatly reduced, so that the shear force on the fiber is greatly reduced, the fracture of the glass fiber mainly occurs in the melt section of the extruder, add the glass fiber in the mouth, because the glass fiber is added to the polymer has been melted, melt and glass fiber mixed to wrap the glass fiber, play the role of lubrication protection. This reduces the excessive breaking of the fiber and the wear of screw and barrel, and facilitates the dispersion and distribution of the glass fiber in the melt.
(2) Mold temperature
The main mechanism of glass fiber failure in the mold is that the temperature of the mold is much lower than that of the melt. After the melt flows into the cavity, a frozen layer is formed on the inner wall immediately. With the continuous cooling of the melt, the thickness of the frozen layer keeps increasing, so that the free-flowing layer in the middle becomes smaller and smaller. This creates a large shear force on the glass fiber and causes it to break. The thickness of the frozen layer or the size of the free-flowing layer will directly affect the flow and shear force of the melt, and then affect the damage degree of the glass fiber. The thickness of the frozen layer increases first and then decreases with the distance from the gate. Only in the middle did the thickness of the frozen layer increase with time. So at the end of the cavity, the length of the fiber returns to a longer level.
(3) Influence of screw speed on the length of glass fiber
The increase of screw speed will directly lead to the increase of shear stress acting on the glass fiber, and on the other hand, the increase of screw speed can accelerate the plasticization process of polymer, reduce melt viscosity, reduce the stress acting on the fiber, because the twin screw provides most of the energy required for melting. Therefore, there are two opposite effects of screw speed on fiber length.
(4) Position and method of adding glass fiber
In the process of polymer melt extrusion, the polymer is generally uniformly blended and added at the first feeding port. However, in the process of glass fiber reinforced nylon melt extrusion, the polymer should be added at the first feeding port. After it is melted and plasticized, the glass fiber should be added at the downstream feeding port, that is, the subsequent feeding is adopted. This is because, if the glass fiber and solid polymer are added by the first feeding port, it will cause excessive fracture of the glass fiber in the process of solid transportation, and the inner surface of the screw and the machine is also caused by direct contact with the glass fiber and serious wear of the equipment.
Siga-nos :





-- obtenha atualizações com os tópicos mais recentes

 o email
o email português
português English
English français
français Deutsch
Deutsch русский
русский italiano
italiano español
español العربية
العربية 日本語
日本語 한국의
한국의 中文
中文