
 o email
o email português
português English
English français
français Deutsch
Deutsch русский
русский italiano
italiano español
español العربية
العربية 日本語
日本語 한국의
한국의 中文
中文





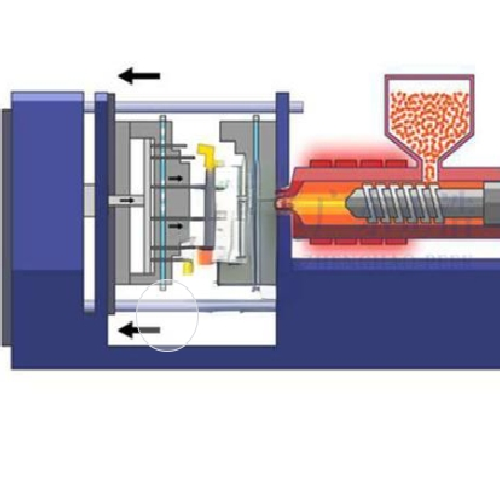
Para diferentes resinas, testamos experimentalmente e obtivemos dados de referência recomendados para moldagem por injeção Pressão de injeção Temperatura de fusão Temperatura do molde pré-secagem Teor de umidade secae etc.

Siga-nos :





-- obtenha atualizações com os tópicos mais recentes